
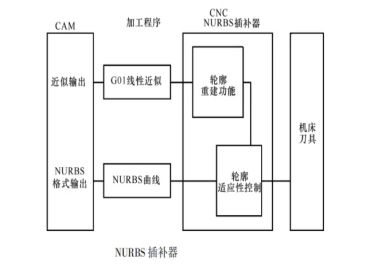
在傳統(tǒng)的模具加工中,基本上都是用直線和圓弧組合進行對幾何模型輪廓進行逼近,對于復雜的高級曲面及曲線,這種插補使數(shù)據(jù)量大大增加,增加了數(shù)據(jù)傳輸?shù)臅r間,而且加工精度和表面質量都往往很難滿足要求,對高速加工更會產(chǎn)生不良效果。
2024-09-19
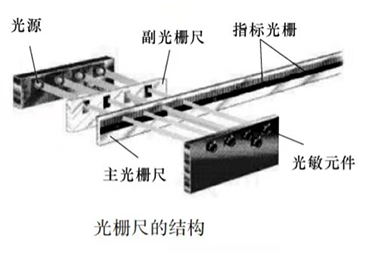
常見光柵的工作原理都是根據(jù)物理上莫爾條紋的形成原理進行工作的測量反饋裝置。作為閉環(huán)系統(tǒng)中常用的位移測量裝置,光柵尺位移傳感器經(jīng)常應用于數(shù)控機床、加工中心以及測量儀器等方面,可用作直線位移或者角位移的檢測。其測量輸出的信號為數(shù)字脈沖,具有檢測范圍大、檢測精度高、響應速度快的特點。
2024-09-12
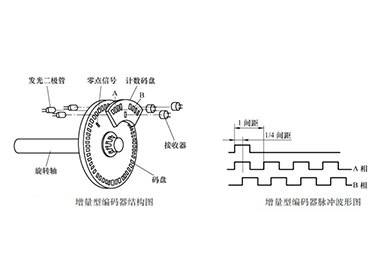
編碼器的分類按照工作原理,編碼器可分為增量式和絕對式兩類。編碼器使用時的注意事項:1、不要讓編碼器受到外力沖擊。2、拆信號線應斷電后再進行。3、在布置走線時不要將編碼器的線和強電電纜放到一起。4、編碼器的線一定要采取屏蔽保護措施,防止外部電磁干擾。
2024-09-11

緊急停機后,對加工中心進行及時、正確的維護保養(yǎng),可以有效減少加工中心故障的發(fā)生,延長加工中心的使用壽命,提高生產(chǎn)效率和產(chǎn)品質量。因此,操作人員和維修人員應高度重視加工中心的維護保養(yǎng)工作,嚴格按照操作規(guī)程和維護手冊進行操作和維護,確保加工中心始終處于良好的工作狀態(tài)。
2024-07-13
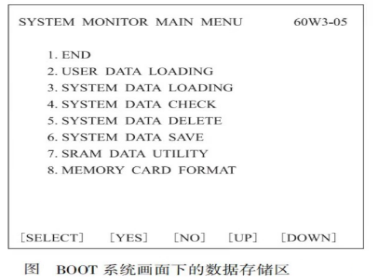
參數(shù)丟失之后怎么辦?數(shù)控機床出廠時都有出廠參數(shù),建議客戶在機床調(diào)試完畢后先將原始參數(shù)備份歸檔,當出現(xiàn)參數(shù)丟失后可以及時恢復。
2024-04-18
當數(shù)控機床出現(xiàn)報警時,同類交換法及其使用注意事項:1、電氣操作需要由專業(yè)的維修人員進行。2、硬件更換應該在關機的狀態(tài)下進行,不能帶電操作。3、更換硬件時需要做記錄。
2024-04-17
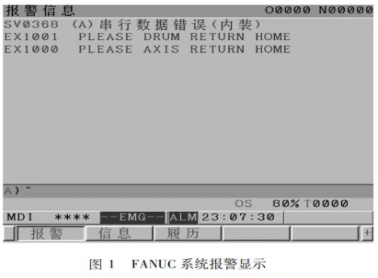
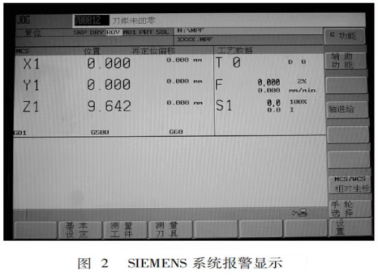
如何查看機床報警信息?當機床出現(xiàn)報警時,會在系統(tǒng)的顯示屏上出現(xiàn)報警信息,包括報警號和信息簡要說明。SIEMENS 系統(tǒng)與 FANUC系統(tǒng)在查詢方面的區(qū)別是SIEMENS系統(tǒng)需要進入到I/O狀態(tài)表,手動輸入相應的信號查詢。
2024-04-16

如何選擇刀具路線?選擇刀具路線是一個復雜的過程,需要考慮多個因素,包括工件的材質、加工要求、刀具類型、切削參數(shù)等。在選擇刀具路線時需要根據(jù)實際情況進行評估和決策,以確保加工質量和效率。
2024-04-06
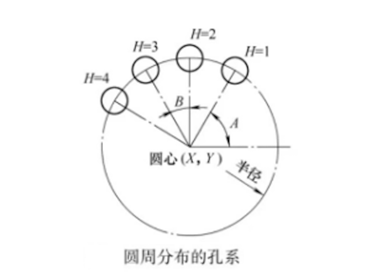
機床編程軟件沒有極坐標編程時怎么辦?購買進口機床時,有的軟件功能是逐項購買的。如果當時沒買“極坐標編程”功能,手動編程時就會比較麻煩。操作者可以自行編輯一個宏程序,在使用的時候同樣方便。
2024-04-02
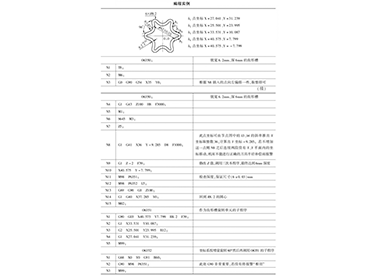
刀具半徑補償加不上怎么辦?由于子程序的槽形太窄,機床主軸走到槽形中心之后再加刀具半徑補償時機床報警,因此決定在主程序內(nèi)加上刀具半徑補償。
2024-04-01



