
1、多基準面加工工件尺寸誤差大
2、多次裝夾增加裝夾待工的時間
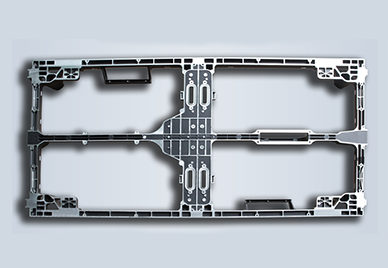
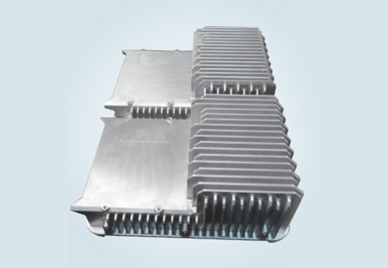
3、大型工件上下料困難
4、需多機臺組線才能完成一個產品加工
5、需至少三套夾治具才能完成一個產品加工
6、刀庫數量有限不利于復雜零件備刀
7、加工大的零件側面時震動大
8、機臺數量多,占地面積大
9、能耗大

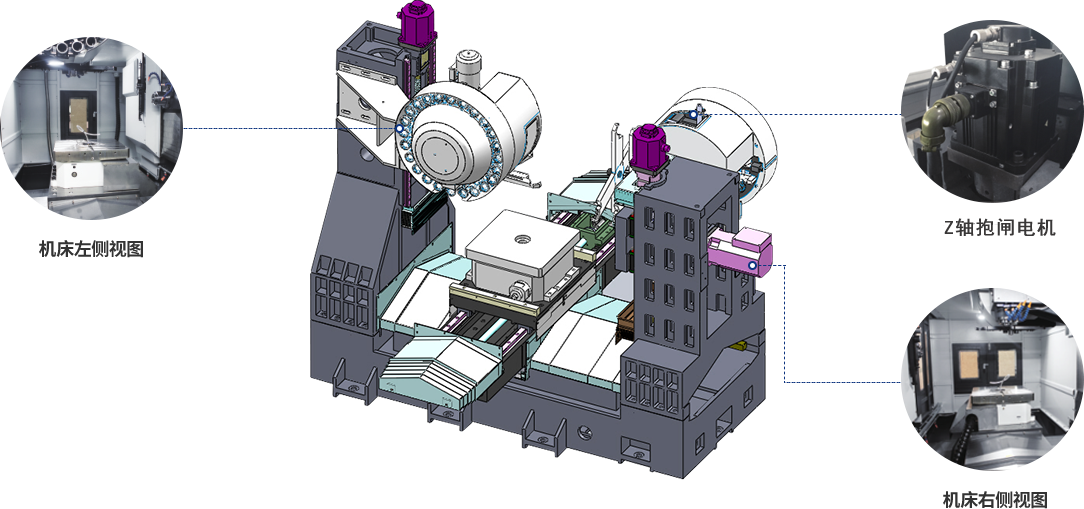
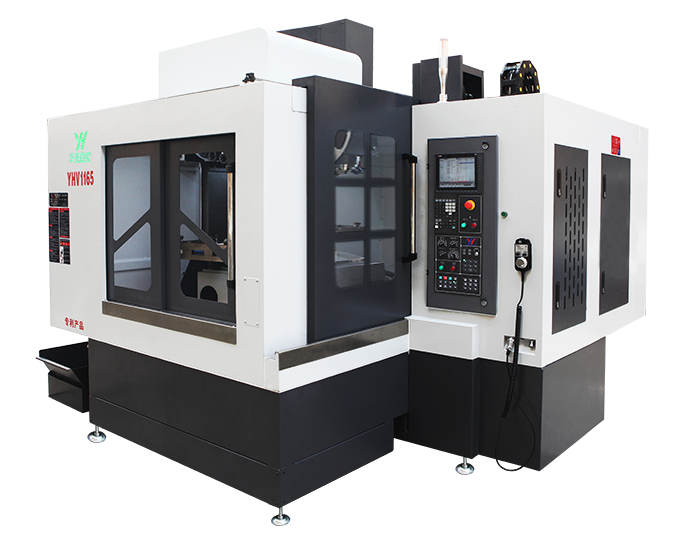
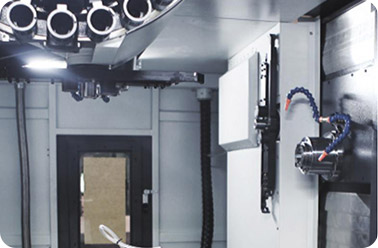
由臥式和立式加工中心組合而成,需五面加工的零件可一次性高效完成。
一套數控系統,處理兩個單元,操作方便又節能。
雙主軸結構更便于中型需五面加工物體的銑、鉆、鏜、攻絲等工序加工。
高速雙主軸轉速標準配置10000rpm/min,可選配15000rpm/min。
立臥組合結構設計,即擴大機床整體布局范圍,又避免刀具干涉。
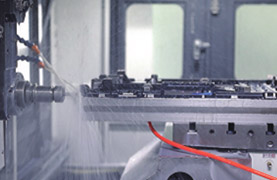
大功率機床冷卻水泵保證切削有足夠的沖水能力。
全密封式防護罩保證水不外漏。

配有沖刷裝置,方便清理切削。
三菱M80系統
三菱原裝四軸進給電機·三菱原裝主軸伺服電機
雙BT40/12000rpm直聯式主軸
第五軸回轉臺系統
機械手式24T刀庫
四軸導軌防護為不銹鋼伸縮防護
電柜熱交換器冷卻方式
冷卻泵采用韓國亞隆500W一個,750W一個
380/220V 50HZ變壓器
全罩式鈑金
數顯式自動潤滑系統·機床工作異常報警燈·水平調整螺絲及墊塊
工具箱及工具
技術資料:系統資料一套、機床機械和電器手冊一套、精度檢驗和裝箱單一套
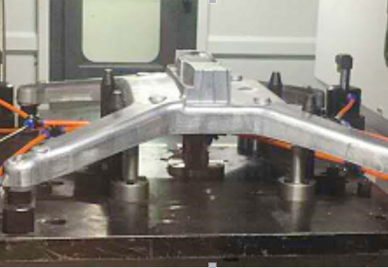
 傳統立加加工方式
傳統立加加工方式
1、多基準面加工工件尺寸誤差大
2、多次裝夾增加裝夾待工的時間
3、大型工件上下料困難
4、需多機臺組線才能完成一個產品加工
5、需至少三套夾治具才能完成一個產品加工
6、刀庫數量有限不利于復雜零件備刀
7、加工大的零件側面時震動大
8、機臺數量多,占地面積大
9、能耗大
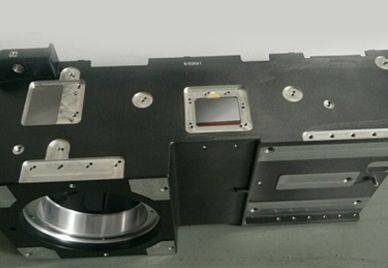
 采用立臥復合五面體加工優勢
采用立臥復合五面體加工優勢
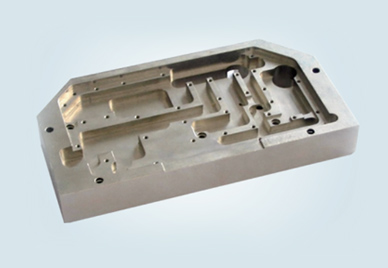
1、以一面為基準加工五面提高工件位置精度
2、一次裝夾完成五面加工減少重復裝夾時間
3、減少了搬運人工和工人體力消耗
4、加工好一個基準面后其他五面均可在一臺五面體上完成加工
5、僅需兩套夾治具即完成產品一次成形加工
6、雙刀庫備刀48把利于復雜或多零件加工
7、適合大零件大尺寸加工,剛性好穩定性高
8、節約占地面積,廠房利用率提高
9、節能降耗又環保
精度更高
效率更高
節約人工
節約成本
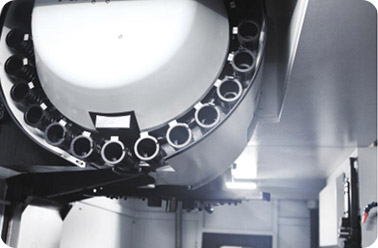
立臥共48T機械手式刀庫
臺灣主軸、日本伺服電機

三片式齒盤分割定位,精度高且長時間使用后依然保持原有精度