
機械加工工藝過程是用機械加工的方法改變毛坯的形狀、尺寸、表面質量及材料的物理機械性能,使其成為產品零件的過程。機械加工工藝過程是由一個或若干個工序組成的,而每一個工序又可分為若干個安裝、工位、工步、走刀和操作組成,它們按一定順序排列,逐步地改變毛坯或原材料的形狀、尺寸和材料的性能,使之成為合格的零件。
1) 工序的定義。工序是指在同一工作地點,有一個或一組工人同時加工一個或多個工件時,連續進行的那一部分工藝過程,稱為一個工序。
劃分工序的條件是:工作地點、加工人員、工件、加工內容和設備工具均不變,而且時間要連續。這六項中有一項改變即成為另一工序。將工藝過程劃分為工序是生產分工的必然結果,不過工序的劃分并無不變的準則,工序的劃分主要根據產品的生產規模和具體生產條件,按照方便加工、有利管理、生產率高和加工成本低的原則比較確定。可根據其產量和車間設備的具體情況采用不同的加工工藝方案。
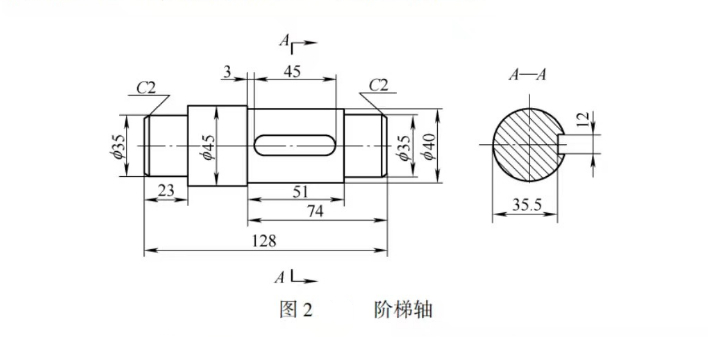
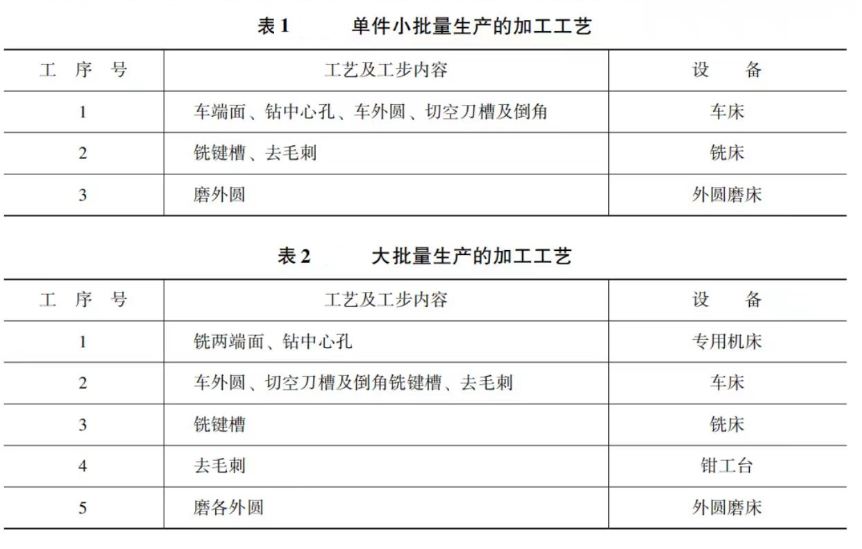
加工圖2所示的階梯軸,屬于單件小批量生產時,可采用表1方案進行加工;屬于大批量生產時,應采用表2方案進行加工。
2) 安裝。安裝是指工件經一次裝夾后所完成的那一部分工序。目的是使工件相對于刀具始終處于正確的位置,在切削運動過程中獲得預期的表面。安裝包括定位和夾緊兩個部分,在同一工序中,工件可能被安裝一次或多次。例如表2的工序3中,由一次安裝完成銑鍵槽。工序5中,磨各外圓至少二次安裝才能完成。零件在加工過程中應盡可能減少安裝次數,因為安裝次數越多,安裝誤差就越大,而且安裝工件的輔助時間也要增多。
3) 工位。工位是為了完成一定的工序內容,一次裝夾工件后,工件在機床或夾具中占有正確位置過程,即工位。工件每一次安裝至少有一個工位。為了減少安裝次數,常采用多工位夾具、回轉工作臺或在多軸機床上一次安裝后進行多工位加工。多工位加工,可以減少工件安裝次數,縮短輔助時間,提高生產效率。如圖3所示為利用回轉在工作臺一次安裝中順序完成裝卸工件、鉆孔、擴孔和鉸孔多個工位加工的實例。
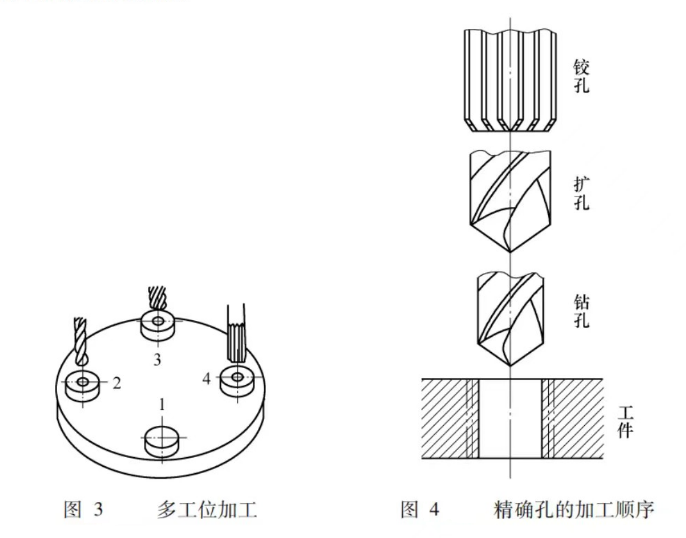
4) 工步。在一次安裝中,工件的被加工表面,所用的刀具及切削用量均不變的條件下所完成的部分工藝內容,稱為工步。如工作條件有一項發生變動,即成為另一工步,因而一次安裝或一個工位均包括一個或多個工步。簡單的工序可能只有一個工步,而復雜的工序所包括的工步數則可能很多。如圖4所示的精確孔的加工順序為鉆孔、擴孔和鉸孔,加工表面未變,但刀具及切削用量發生變動,故分為三個工步。
5) 走刀。在一個工步中,如果加工余量較大不宜一次切除時,需合理規定切削深度分層切除,每切去一層切削層的工作循環,稱為一次走刀。一個工步可能包括一次或多次走刀。
6) 操作。操作是指完成一次走刀,工步或工序所必需的各種動作。包括起動機床、對刀、進給、退刀、回位、停機、卸下工件、測量及安裝等,這些動作有的是手動操作,有的則是自動執行。




